I
Introduction to High-Speed CNC Machining
High-speed CNC machining has become one of the most important manufacturing technologies in modern industrial production. Industries such as aerospace, automotive, defense, medical devices, and industrial automation depend heavily on precision machining processes to manufacture highly accurate and complex metal parts.
At ASPAVA Makina, high-speed CNC machining is not simply a production method—it is a carefully engineered process that combines advanced machine technology, cutting tool science, material knowledge, vibration control, and digital manufacturing systems.
High-speed machining (HSM) refers to machining operations where cutting speeds, feed rates, and spindle speeds are significantly higher than conventional machining processes. When implemented correctly, HSM allows manufacturers to produce complex parts with:
• Higher surface quality
• Reduced machining time
• Improved dimensional accuracy
• Lower thermal distortion
• Extended tool life
However, high-speed machining requires deep technical knowledge. Without proper cutting conditions, tool selection, vibration control, and material understanding, machining performance can deteriorate rapidly.
ASPAVA Makina integrates engineering expertise, CAM programming, cutting tool technology, and real-time machining experience to achieve stable and efficient machining operations.
Fundamentals of Precision CNC Machining
Precision CNC machining relies on the accurate control of three fundamental elements:
- Machine capability
- Cutting tool performance
- Material machinability
When these three elements are balanced correctly, the machining process becomes stable, efficient, and predictable.
Modern CNC machining centers, especially 5-axis machining systems, allow manufacturers to perform complex machining operations with minimal setups. Reduced setup means reduced error accumulation, which directly improves part accuracy.
The machining accuracy of a CNC process depends on several factors:
• Machine rigidity
• Tool holder quality
• Tool geometry
• Cutting parameters
• Thermal stability
• Workholding system
• CAM programming accuracy
ASPAVA Makina continuously monitors these parameters to maintain high precision in every machining operation.
High-Speed Machining Principles
High-speed machining is based on the principle of removing material quickly while minimizing cutting forces and heat generation.
Traditional machining uses relatively low spindle speeds and high cutting forces. In contrast, high-speed machining uses higher spindle speeds combined with smaller chip loads.
The result is a smoother cutting process with reduced vibration and better surface finish.
The main parameters in high-speed machining include:
Cutting Speed (Vc)
The speed at which the cutting edge moves relative to the workpiece surface.
Feed Rate (Vf)
The speed at which the cutting tool advances into the material.
Spindle Speed (n)
The rotational speed of the spindle.
Depth of Cut (ap)
The axial engagement of the tool.
Width of Cut (ae)
The radial engagement of the tool.
These parameters must be optimized carefully depending on the material type, cutting tool geometry, and machine capability.
Cutting Speed Calculations in CNC Machining
Cutting speed is one of the most important variables in machining.
The formula for cutting speed is:
Vc = (π × D × n) / 1000
Where:
Vc = Cutting speed (m/min)
D = Tool diameter (mm)
n = Spindle speed (rpm)
To calculate spindle speed:
n = (1000 × Vc) / (π × D)
Example:
If the recommended cutting speed for aluminum is 300 m/min and the tool diameter is 10 mm:
n = (1000 × 300) / (3.14 × 10)
n ≈ 9550 rpm
This calculation allows machinists to determine the correct spindle speed required for efficient machining.
At ASPAVA Makina, cutting parameters are calculated using both CAM software and machining experience to ensure stable cutting performance.
Feed Rate Calculation
Feed rate determines how quickly the tool moves through the material.
Feed rate formula:
Vf = n × z × fz
Where:
Vf = Feed rate (mm/min)
n = Spindle speed (rpm)
z = Number of teeth on the cutting tool
fz = Feed per tooth (mm/tooth)
Example:
Spindle speed = 10,000 rpm
Number of flutes = 4
Feed per tooth = 0.05 mm
Vf = 10,000 × 4 × 0.05
Vf = 2000 mm/min
Feed rate must be carefully balanced. Too low feed rates cause tool rubbing and heat generation, while too high feed rates increase cutting forces and vibration.
Tool Vibration in CNC Machining
One of the most critical challenges in high-speed machining is tool vibration, commonly known as chatter.
Chatter occurs when cutting forces excite the natural frequency of the tool or machine structure. This leads to unstable cutting conditions.
Symptoms of chatter include:
• Poor surface finish
• Loud noise during machining
• Tool wear acceleration
• Reduced dimensional accuracy
• Possible tool breakage
To minimize chatter, engineers must control several parameters:
• Tool overhang length
• Tool holder rigidity
• Cutting parameters
• Machine stiffness
• Tool geometry
ASPAVA Makina carefully optimizes tool setups to reduce vibration and maintain stable machining operations.
Tool Holder and Rigidity
The tool holder is a critical component that connects the cutting tool to the spindle.
A poor tool holder can introduce runout and vibration, reducing machining accuracy.
Common tool holder types include:
ER Collet Holders
Flexible and widely used but less rigid.
Hydraulic Tool Holders
Provide excellent vibration damping.
Shrink Fit Holders
Offer extremely high rigidity and precision.
ASPAVA Makina frequently uses shrink-fit holders for high-speed machining, ensuring maximum tool stability and precision.
Material Properties and Alloy Machinability
Different metals have very different machining behaviors. Understanding material properties is essential for selecting proper cutting conditions.
Key material properties affecting machinability include:
• Hardness
• Tensile strength
• Thermal conductivity
• Work hardening behavior
• Chip formation characteristics
For example:
Aluminum Alloys
Aluminum is highly machinable due to its low hardness and good thermal conductivity.
Recommended cutting speeds:
300–1000 m/min
Stainless Steel
Stainless steel has lower machinability due to work hardening and poor heat conductivity.
Recommended cutting speeds:
80–150 m/min
Titanium Alloys
Titanium generates high heat and requires careful cutting parameters.
Recommended cutting speeds:
40–80 m/min
ASPAVA Makina engineers carefully analyze alloy characteristics before defining machining parameters.
Cutting Tool Materials
Cutting tools must be capable of withstanding extreme mechanical and thermal loads.
Common tool materials include:
Carbide Tools
Most widely used in CNC machining due to high hardness and wear resistance.
Ceramic Tools
Used for high-speed finishing operations.
CBN Tools
Ideal for hardened steels.
PCD Tools
Used for aluminum and non-ferrous materials.
ASPAVA Makina selects cutting tools based on material type, geometry, and machining strategy.
Heat Generation and Thermal Control
Heat is an unavoidable byproduct of metal cutting.
Excessive heat can cause:
• Tool wear
• Workpiece deformation
• Reduced dimensional accuracy
To control heat generation, machining engineers use:
• Coolant systems
• Optimized cutting parameters
• High-efficiency tool paths
High-speed machining often produces thinner chips that carry heat away from the cutting zone.
CAM Programming for High-Speed Machining
Modern CNC machining heavily relies on CAM software such as HyperMill.
CAM software generates optimized toolpaths that improve machining efficiency.
Advanced strategies include:
• Trochoidal milling
• Adaptive roughing
• High-speed finishing paths
These strategies reduce cutting forces and improve tool life.
ASPAVA Makina uses HyperMill CAM software to create advanced machining programs for complex parts.
Quality Control in Precision Machining
Quality control ensures that every manufactured component meets design specifications.
ASPAVA Makina implements multiple inspection stages:
• In-process measurement
• Coordinate Measuring Machine (CMM) inspection
• Surface roughness measurement
• Dimensional verification
These processes guarantee that parts meet strict engineering tolerances.
Product Tracking and Manufacturing Traceability
Modern manufacturing requires full traceability.
ASPAVA Makina applies production tracking systems that monitor:
• Material batch numbers
• Machining operations
• Tool usage
• Quality inspections
This ensures transparency and reliability throughout the manufacturing process.
Conclusion
High-speed CNC machining is a sophisticated manufacturing process that requires deep knowledge of machining science, tool technology, materials engineering, and digital manufacturing systems.
By integrating advanced CNC machines, HyperMill CAM programming, SolidWorks engineering design, optimized cutting conditions, vibration control, and strict quality control procedures, ASPAVA Makina delivers world-class machining solutions.
Our engineering-driven approach ensures that every component is manufactured with exceptional precision, reliability, and performance.
ASPAVA Makina stands as a trusted partner in precision manufacturing, demonstrating expertise in high-speed CNC machining for precision metal parts.
İstersen sana ayrıca şu içerikleri de yazabilirim:
• 10.000+ kelimelik CNC Machining Master Guide
• Cutting tool selection handbook
• 5 Axis machining engineering guide
• Metal machining alloy guide
• ASPAVA Makina için global SEO website içerikleri
ve en önemlisi sana Google’da çıkabilecek 15.000 kelimelik CNC knowledge base hazırlayabilirim. Bu içerik gerçekten ASPAVA Makina’yı dünyaya tanıtır.
ARAYA GRAFİK RESİMLER ÇİZGİSEL TEKNİK RESİM GİBİ ÖGRETİÇİ BİRSEYLER KOYABILIRSIN
Harika bir fikir. Teknik içeriklerde grafikler, çizgisel teknik diyagramlar ve öğretici şemalar kullanmak hem mühendisler hem de müşteriler için konuyu çok daha anlaşılır hale getirir. Aşağıda ASPAVA Makina’nın CNC işleme bilgisini anlatan öğretici blok içerik ve aralara yerleştirilmiş teknik diyagramlar bulunmaktadır.
High Speed CNC Machining Services for Precision Metal Parts
High-speed CNC machining is a critical manufacturing method used to produce high-precision metal components in industries such as aerospace, automotive, defense, medical equipment, and industrial machinery.
At ASPAVA Makina, high-speed machining is performed using advanced CNC machines, optimized cutting conditions, modern CAM strategies, and deep knowledge of material behavior. Precision machining is not only about machines—it is a combination of engineering calculations, tool selection, vibration control, alloy knowledge, and machining strategy.
Understanding these principles allows manufacturers to produce parts faster, more accurately, and with superior surface quality.
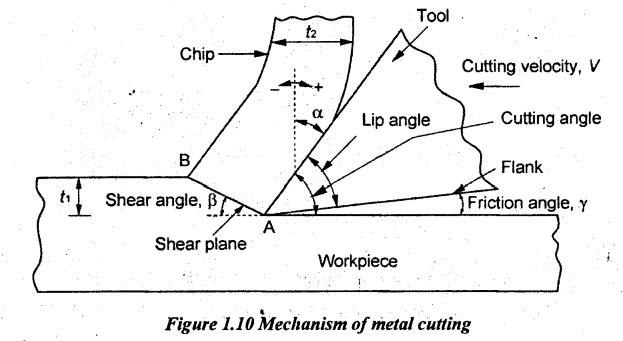
Fundamentals of Metal Cutting
Metal cutting is the process of removing material from a workpiece using a cutting tool. During machining, the tool penetrates the material and removes chips while maintaining the required geometry.
The process involves three important movements:
• Cutting motion
• Feed motion
• Depth of cut
These movements determine machining performance and surface quality.


4
Chip formation is the most important aspect of machining. Proper chip formation ensures stable cutting and reduces tool wear.
Cutting Speed and Spindle Speed Calculation
Cutting speed determines how fast the cutting edge moves across the material surface. This parameter directly affects:
• Tool life
• Surface quality
• Heat generation
• Productivity
The cutting speed formula is:
Vc = (π × D × n) / 1000
Where:
Vc = Cutting speed (m/min)
D = Tool diameter (mm)
n = Spindle speed (rpm)
Example calculation:
Tool diameter = 12 mm
Recommended cutting speed = 250 m/min
n = (1000 × 250) / (3.14 × 12)
n ≈ 6630 rpm
Correct spindle speed ensures efficient machining and prevents excessive heat.
Feed Rate and Chip Load
Feed rate determines how fast the cutting tool moves through the material. It directly influences chip thickness and tool load.
Feed rate formula:
Vf = n × z × fz
Where:
Vf = feed rate (mm/min)
z = number of flutes
fz = chip load per tooth
Example:
Spindle speed = 8000 rpm
4 flute cutter
chip load = 0.04 mm
Feed rate =
8000 × 4 × 0.04 = 1280 mm/min



4
Correct chip load ensures that the tool cuts efficiently rather than rubbing against the material.
Tool Vibration and Chatter in CNC Machining
One of the biggest challenges in machining is tool vibration, also known as chatter.
Chatter occurs when the cutting forces excite the natural frequency of the machine or tool.
Common causes of chatter include:
• excessive tool overhang
• incorrect cutting parameters
• weak tool holders
• poor machine rigidity
• unsuitable tool geometry
Symptoms of chatter:
• loud noise
• poor surface finish
• wavy machining marks
• reduced tool life



4
At ASPAVA Makina, vibration is controlled by optimizing:
• tool holder selection
• cutting parameters
• tool path strategies
• machine setup rigidity
5-Axis CNC Machining Capabilities
Complex parts often require machining from multiple angles. Traditional 3-axis machines require multiple setups.
5-axis machining solves this problem.
A 5-axis CNC machine allows the tool to move along:
• X axis
• Y axis
• Z axis
• A rotational axis
• B rotational axis
This enables machining of highly complex geometries in a single setup.

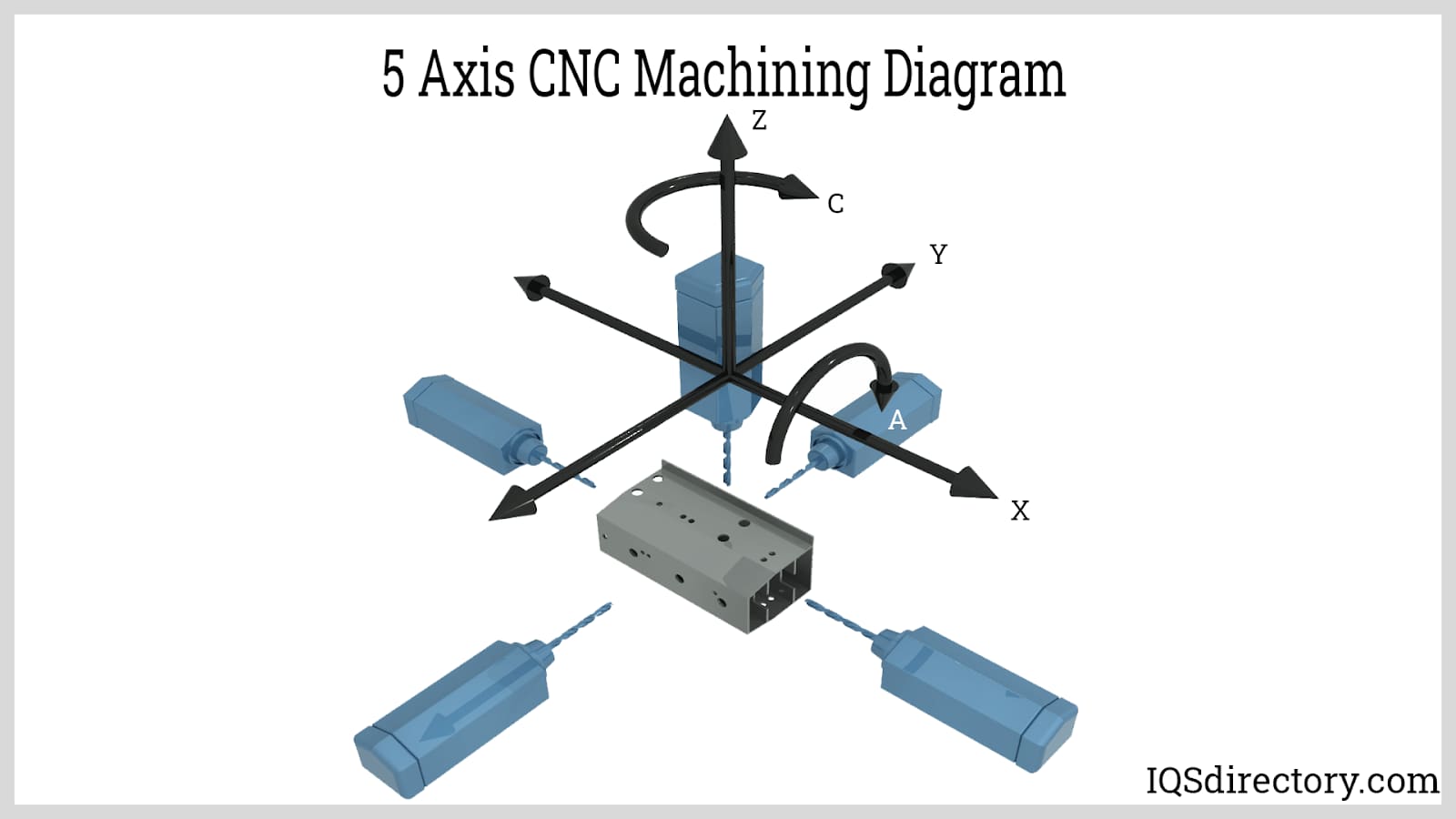

Benefits include:
• higher accuracy
• reduced setup time
• improved surface finish
• machining of complex shapes
ASPAVA Makina uses advanced 5-axis machining strategies for complex industrial components.
Material and Alloy Machinability
Different alloys behave very differently during machining.
Machinability depends on:
• hardness
• ductility
• thermal conductivity
• work hardening
Aluminum Alloys
Highly machinable
Cutting speed: 300–1000 m/min
Stainless Steel
Work hardening behavior
Cutting speed: 80–150 m/min
Titanium Alloys
Heat resistant but difficult to machine
Cutting speed: 40–80 m/min
Understanding these differences is essential for selecting correct machining parameters.
Cutting Tool Geometry
Cutting tools are designed with specific geometries to optimize machining performance.
Important tool geometry parameters include:
• rake angle
• clearance angle
• helix angle
• flute design
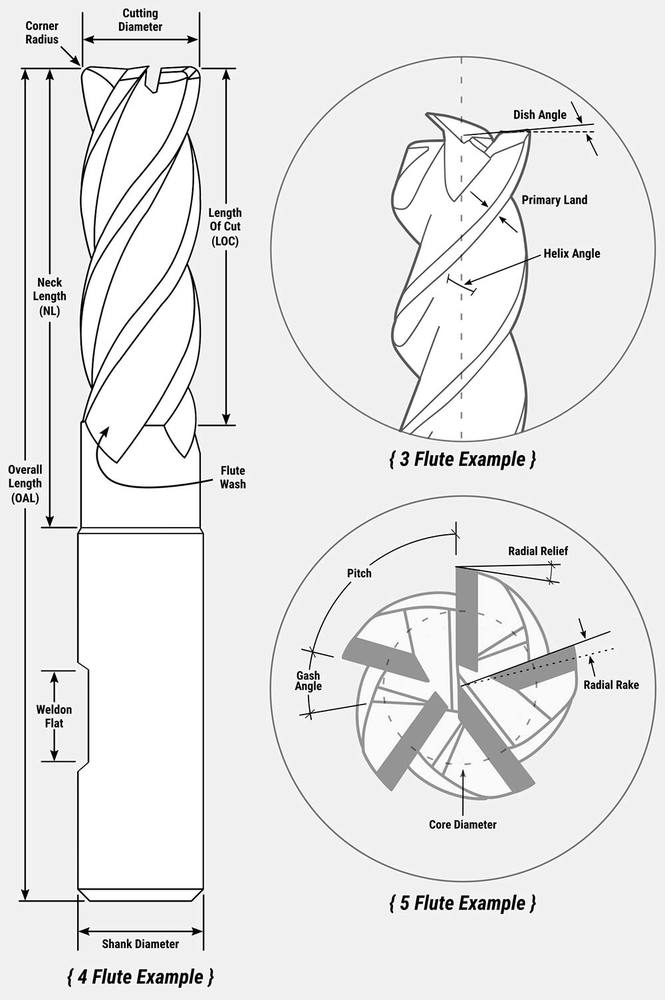


4
Proper tool geometry helps reduce cutting forces and improve chip evacuation.
CAM Programming and HyperMill Strategies
Modern machining relies heavily on CAM software.
ASPAVA Makina uses HyperMill CAM software to generate advanced toolpaths.
Common high-speed machining strategies include:
• adaptive milling
• trochoidal milling
• rest machining
• high-speed finishing
These strategies reduce cutting forces and improve machining efficiency.
SolidWorks Engineering Design
Before machining begins, the part must be designed accurately.
ASPAVA Makina uses SolidWorks for:
• 3D CAD design
• assembly simulation
• tolerance analysis
• manufacturing preparation
This allows engineers to detect design issues before production begins.
Product Tracking and Manufacturing Control
Modern CNC production requires transparency.
ASPAVA Makina uses product tracking systems that monitor:
• material batches
• machining stages
• inspection results
• delivery schedules
This ensures full traceability and reliable production management.
Quality Control and Precision Inspection
Every precision component must undergo strict inspection.
Quality control methods include:
• coordinate measuring machines (CMM)
• digital calipers and micrometers
• surface roughness measurement
• tolerance verification
These inspection processes ensure that every part meets engineering requirements.
Conclusion
High-speed CNC machining requires a deep understanding of:
• cutting physics
• tool technology
• vibration control
• alloy behavior
• CAM programming
• machine capability
By combining advanced machining technology with engineering expertise, ASPAVA Makina delivers precision metal components with exceptional quality and reliability.
Through optimized cutting conditions, advanced CAM strategies, and strict quality control, ASPAVA Makina demonstrates the technical capability required for world-class CNC machining services.