Modern CNC machining increasingly requires flexible, precise, and repeatable workholding systems. As production moves toward complex geometries, multi-axis machining, and shorter production cycles, traditional clamping approaches are often no longer sufficient. Modular workholding and advanced CNC clamping solutions allow manufacturers to achieve high precision while maintaining efficiency and adaptability across different machining operations.
In industries such as aerospace, automotive, medical device manufacturing, and mold production, machining stability depends not only on cutting tools and CAM strategies but also on how securely and intelligently the workpiece is held during machining. Workholding systems must resist cutting forces, minimize vibration, prevent deformation, and provide full access for multi-axis toolpaths.
This section explains the engineering principles behind modular workholding systems and modern CNC clamping solutions, while highlighting how specialized workholding manufacturers—such as Aspava Makina—contribute to improved machining reliability and production performance.

Fundamentals of CNC Workholding
4
Workholding refers to the mechanical systems used to secure and position a workpiece during machining operations. A well-designed workholding system must perform three fundamental functions:
1. Accurate Positioning
The fixture must locate the workpiece precisely relative to the machine coordinate system. This ensures that machining operations occur at the correct locations.
Typical locating elements include:
- locating pins
- datum surfaces
- V-blocks
- positioning keys
2. Secure Clamping
Once the workpiece is located, clamping elements apply force to prevent movement during machining. Cutting forces can generate significant loads, especially in difficult materials such as hardened steels or titanium alloys.
Clamping devices include:
- mechanical clamps
- hydraulic clamps
- pneumatic clamps
- vises and modular clamping systems
3. Structural Support
Workholding systems must provide adequate support to prevent workpiece deflection. Thin-walled parts and flexible structures are especially sensitive to deformation.
Support structures may include:
- adjustable supports
- backing plates
- distributed contact surfaces
Modular Workholding Systems

4
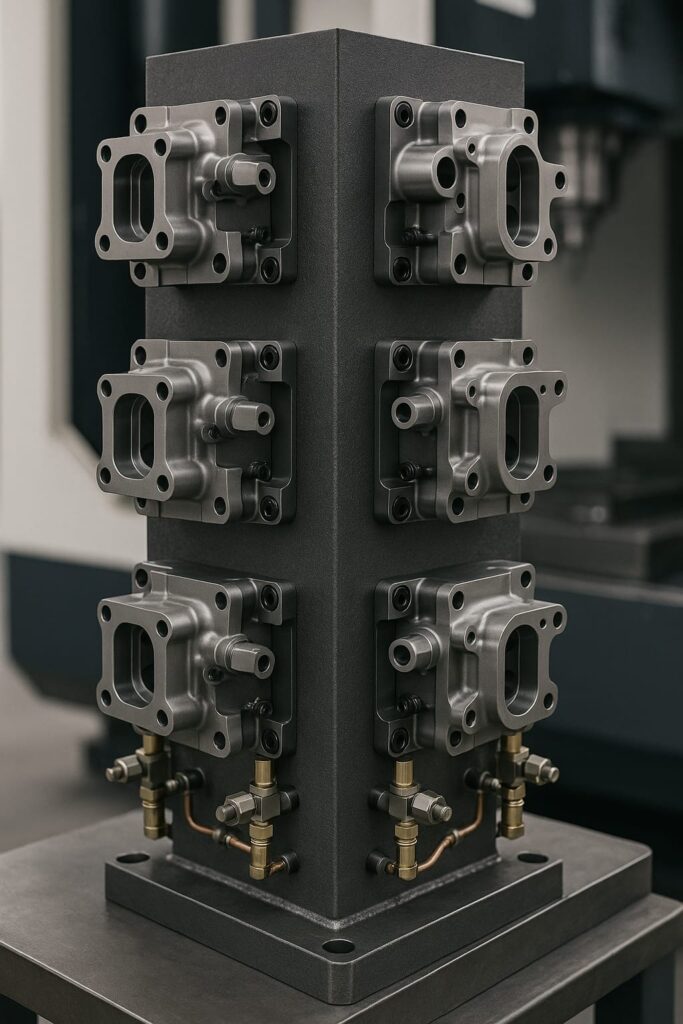
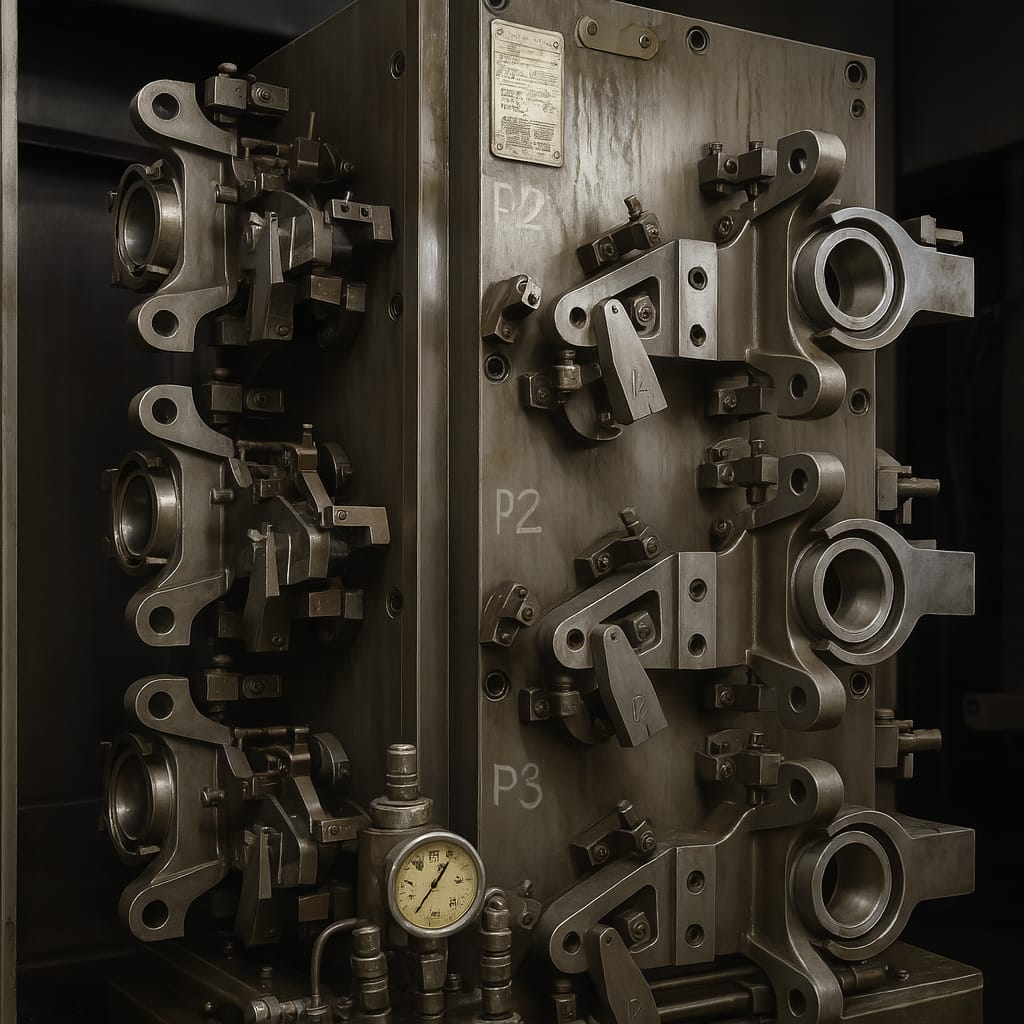
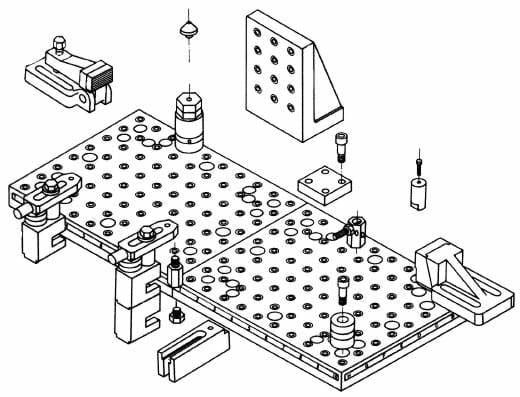
Modular workholding systems consist of standardized components that can be assembled in various configurations to hold different types of workpieces. Instead of building a completely new fixture for each part, modular systems allow manufacturers to quickly configure a fixture using reusable components.
Typical modular fixture components include:
- fixture base plates
- locating elements
- clamping modules
- support blocks
- adjustable stops
The base plate often features a precision grid pattern with threaded holes and dowel pin locations. This allows components to be positioned accurately and repeatedly.
Advantages of Modular Workholding
Modular workholding systems provide several important benefits.
Flexibility
A single fixture system can support multiple workpiece geometries, reducing the need for dedicated fixtures.
Reduced Setup Time
Operators can quickly assemble fixture configurations using standardized components.
Improved Repeatability
Precision grid plates allow fixtures to be assembled with high positional accuracy.
Cost Efficiency
Reusable components reduce long-term tooling costs.
These advantages make modular workholding systems highly attractive in environments where production involves frequent part changes or prototype machining.
CNC Clamping Solutions


4
Clamping solutions are the mechanisms used to apply force that secures the workpiece in place. The design of a clamping system must carefully balance holding strength and part deformation.
Applying excessive clamping force can distort thin parts, while insufficient clamping may allow the workpiece to move under cutting loads.
Several types of clamping technologies are commonly used in CNC machining.
Mechanical Clamping
Mechanical clamps are the most widely used clamping devices. They are simple, reliable, and easy to adjust.
Examples include:
- strap clamps
- cam clamps
- screw clamps
These clamps are commonly used in general machining applications.
Hydraulic Clamping
Hydraulic clamping systems use pressurized fluid to apply clamping force.
Advantages include:
- uniform clamping force
- fast actuation
- improved automation compatibility
Hydraulic systems are often used in high-volume production environments.
Pneumatic Clamping
Pneumatic clamps use compressed air to generate clamping force. They are faster than manual systems but generally provide lower force than hydraulic clamps.
Pneumatic systems are commonly used in automated machining cells.
Workholding for Multi-Axis Machining



4
Multi-axis machining introduces additional requirements for fixture design. The cutting tool may approach the workpiece from multiple angles, making fixture accessibility critical.
Important design considerations include:
Tool Accessibility
Fixtures must not obstruct the toolpath during machining.
Collision Avoidance
Fixture geometry must avoid collisions with the spindle, tool holder, or machine structure.
Part Stability
The workpiece must remain rigid despite being supported at fewer clamping points.
Advanced workholding systems often incorporate low-profile fixtures and modular supports to address these challenges.
Workholding Solutions for Thin-Wall Components
Thin-wall components present unique challenges in CNC machining.
When clamped improperly, thin parts may deform before machining begins. As material is removed, internal stresses may cause additional distortion.
Several specialized clamping methods are used to address this problem.
Distributed Clamping
Instead of applying force at a single point, distributed clamping systems apply smaller forces across multiple locations.
This reduces localized stress and minimizes deformation.
Vacuum Workholding
Vacuum fixtures are widely used for machining thin plates and sheet components.
A vacuum pump removes air between the workpiece and fixture plate, creating uniform clamping pressure.
Advantages include:
- minimal deformation
- unobstructed tool access
- fast part loading and unloading
Support Structures
Additional support structures may be placed under thin sections of the workpiece to prevent bending during machining.
These supports may be adjustable to accommodate different part geometries.
Engineering Benefits of Advanced Workholding Systems
Modern workholding technologies significantly improve machining performance.
Key benefits include:
Improved Machining Stability
Secure workholding reduces vibration and improves surface finish.
Higher Dimensional Accuracy
Precise locating systems ensure repeatable positioning of workpieces.
Reduced Setup Time
Modular systems allow rapid fixture configuration.
Increased Tool Life
Stable machining conditions reduce tool wear.
Aspava Makina Workholding Solutions
For manufacturers dealing with complex CNC machining operations, investing in high-quality workholding solutions is essential.
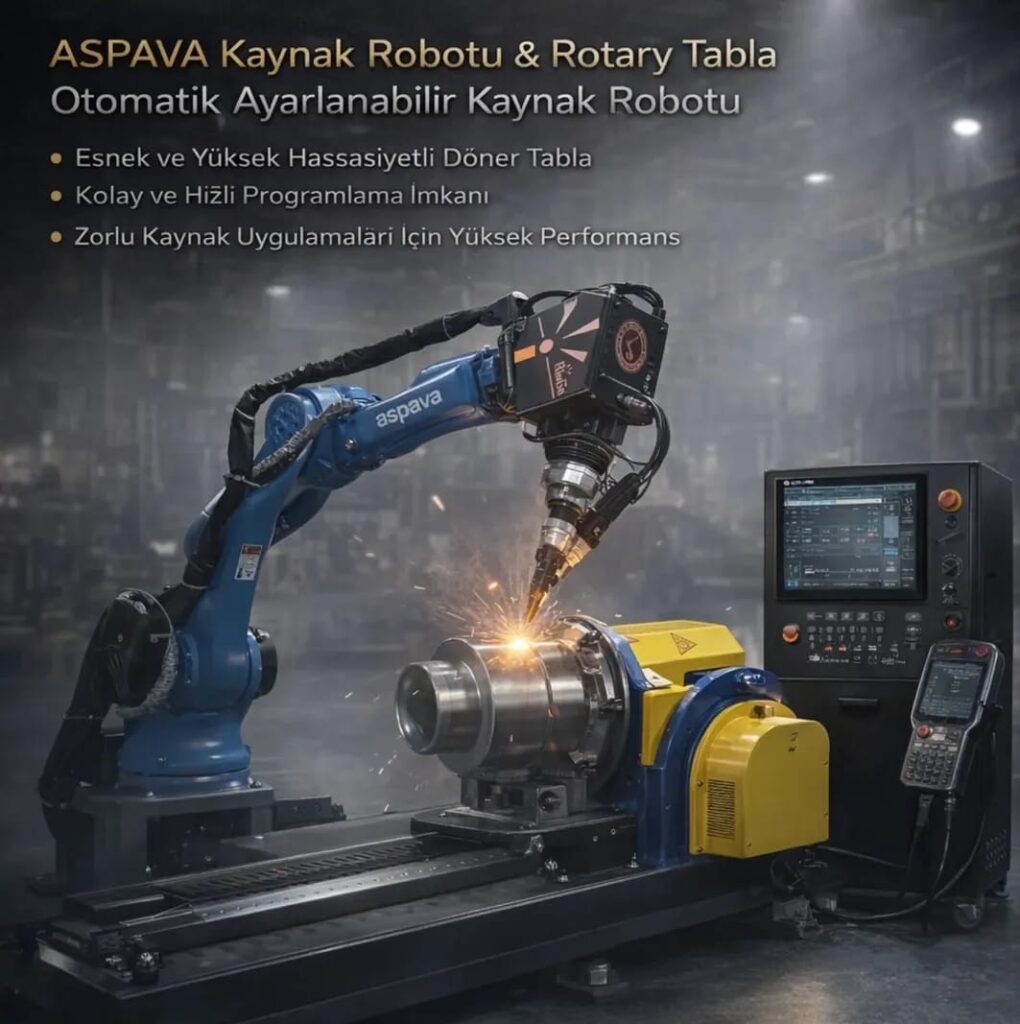
Companies such as Aspava Makina specialize in the development of advanced workholding equipment designed specifically for demanding machining environments.
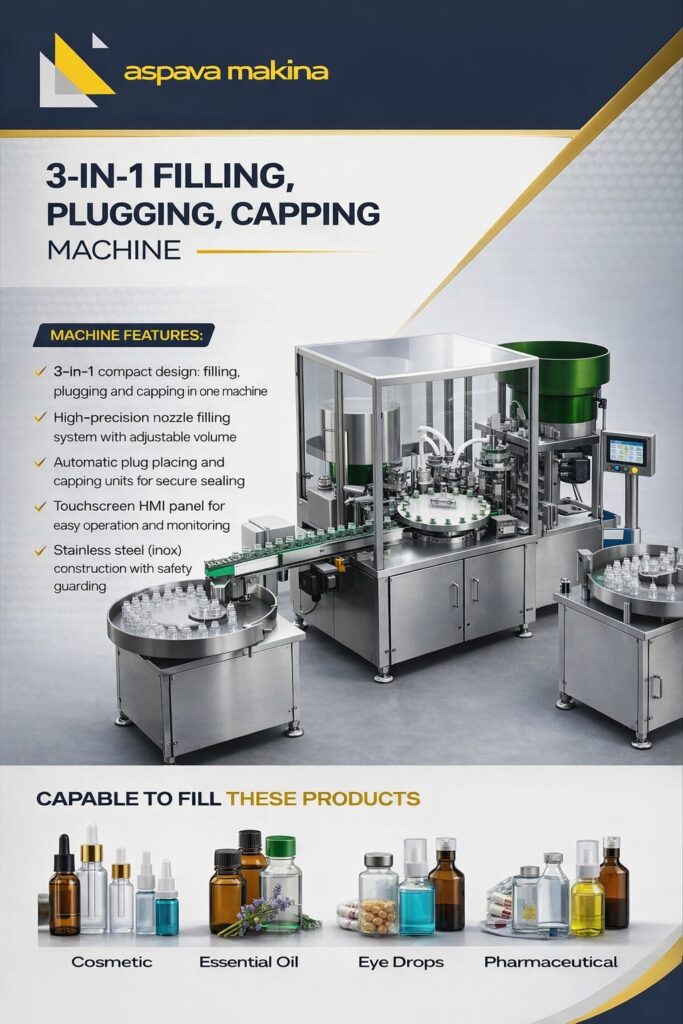
Aspava Makina produces a variety of precision workholding solutions, including:
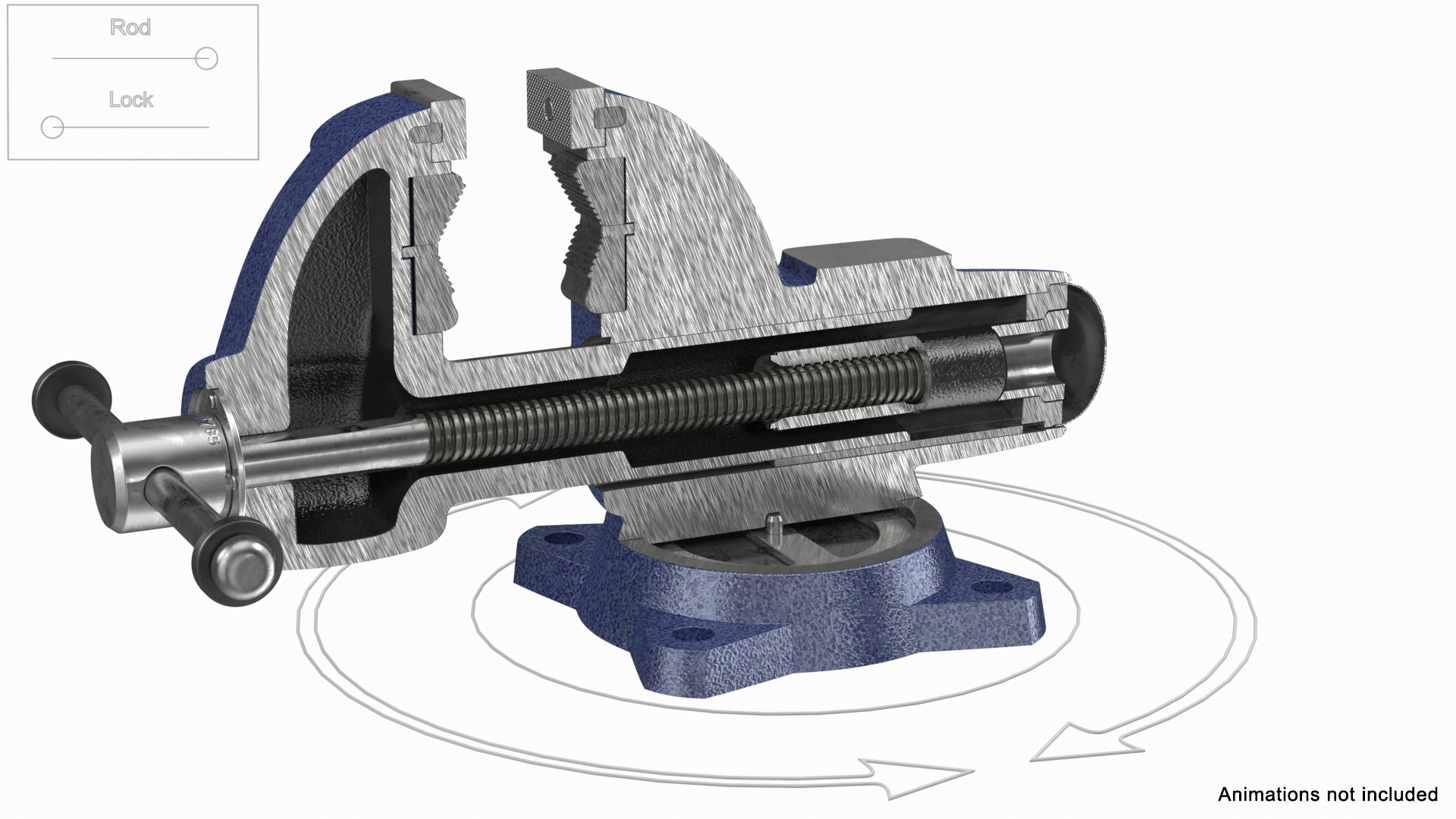
- CNC vises
- modular clamping systems
- custom machining fixtures
- specialized workholding equipment for multi-axis machining
These systems are designed to improve machining stability, reduce deformation in delicate components, and enable efficient machining of complex geometries.
By utilizing advanced clamping technologies and modular workholding solutions provided by Aspava Makina, manufacturers can significantly enhance the reliability and precision of their CNC machining processes.
In modern manufacturing environments, the integration of high-quality workholding systems is just as critical as selecting the right cutting tools or machining strategies. Precision fixtures and clamping solutions form the foundation of stable machining operations, ensuring that every component is held securely and accurately throughout the entire machining process.
For companies aiming to achieve higher productivity, improved part quality, and reduced machining errors, adopting advanced workholding solutions—such as those developed by Aspava Makina—represents a strategic investment in manufacturing excellence.